
破碎機軸承位、傳動部位磨損解決方案
作者:admin
更新時間:2016-05-13
點擊數(shù):
一、破碎機傳動部位磨損
破碎機主要對各類石料進行破碎作業(yè),根據(jù)破碎的原理不同和產(chǎn)品顆粒大小不同,又分為很多型號。破碎機廣泛運用于礦山、冶煉、建材、公路、鐵路、水利和化學(xué)工業(yè)等眾多部門。破碎機是由英國人恒安發(fā)明的。破碎作業(yè)常按給料和排料粒度的大小分為粗碎、中碎和細碎。常用的破碎機有顎式破碎機、反擊式破碎機,沖擊式破碎機,復(fù)合式破碎機,單段錘式破碎機,立式破碎機,旋回破碎機、圓錐式破碎機、輥式破碎機、雙輥式破碎機等幾種。
由于破碎機工作條件相對比較惡劣,在運行過程中承受的力矩或振動較大,常會造成傳動系統(tǒng)故障,常見的有軸承室、軸承位磨損,軸頭、鍵槽磨損,皮帶輪、聯(lián)軸器或液力耦合器內(nèi)孔磨損等。同時由于生產(chǎn)現(xiàn)場粉塵比較嚴重、潤滑條件不良,也會加速傳動部位的磨損。
另外現(xiàn)代生產(chǎn)企業(yè)生產(chǎn)自動化、連續(xù)化程度高,對設(shè)備平穩(wěn)運行的要求也越來越高。而破碎設(shè)備也在向大型化、高產(chǎn)量化方向發(fā)展,拆卸、運輸、維修難度也在不斷增大,若沒有先進的維修手段,以上設(shè)備問題一旦發(fā)生,不能在第一時間快速有效解決,勢必會嚴重影響企業(yè)的生產(chǎn)。
二、破碎機傳動部位磨損的修復(fù)方法
目前,出現(xiàn)破碎機傳動部位磨損企業(yè)通常采用的方法為更換新部件和補焊后機加工的方式來修復(fù),更換新部件的費用高,而采用補焊后機加工的方式修復(fù),軸受熱應(yīng)力的影響非常大,導(dǎo)致軸的金相組織相變,產(chǎn)生應(yīng)力集中,而電刷鍍、熱噴涂、激光熔覆等修復(fù)工藝受各種條件的制約和影響,修復(fù)效果也不夠理想,而且修復(fù)工時長,成本高。同時這些傳統(tǒng)方法的延續(xù)對設(shè)備管理工作也不會帶來實質(zhì)性的提升。
索雷SD7101H石墨烯聚合物復(fù)合材料(簡稱,索雷碳納米聚合物復(fù)合材料),是由石墨烯增強的新一代聚合物復(fù)合材料。主要應(yīng)用于航空航天、石油化工、鋼鐵冶金、水泥建材、船舶制造、發(fā)電廠、核電、海上鉆井平臺等行業(yè)領(lǐng)域。該材料與傳統(tǒng)的高分子復(fù)合材料相比其優(yōu)勢主要體現(xiàn)在更高的拉伸強度、抗彎曲強度、抗剪切強度、抗壓強度、抗腐蝕性能、抗紫外線、抗老化、導(dǎo)電性等方面。為用戶在設(shè)備防護、修復(fù)再制造等領(lǐng)域提供更安全保障和更長使用壽命的同時,也實現(xiàn)了設(shè)備管理和維修維護工作的升級和進步。
三、索雷技術(shù)金屬修復(fù)的原理
因金屬材質(zhì)為“常量關(guān)系”,雖然強度較高,但抗沖擊性以及退讓性較差,所以長期的運行必造成配合間隙不斷增大造成軸磨損,意識到這種關(guān)鍵原因后,歐美新技術(shù)研究機構(gòu)研制的高分子納米聚合物復(fù)合材料既具有金屬所要求的強度和硬度,又具有金屬所不具備的退讓性(變量關(guān)系),通過“模具修復(fù)”、“部件對應(yīng)關(guān)系”、“機械加工”等工藝,可以最大限度確保修復(fù)部位和配合部件的尺寸配合;同時,利用復(fù)合材料本身所具有的抗壓、抗彎曲、延展率等綜合優(yōu)勢,可以有效地吸收外力的沖擊,極大化解和抵消軸承對軸的徑向沖擊力,并避免了間隙出現(xiàn)的可能性,也就避免了設(shè)備因間隙增大而造成相對運動的磨損,所以針對軸與軸承的靜配合,復(fù)合材料不是靠“硬度”來解決設(shè)備磨損的,而是靠改變力的關(guān)系來滿足設(shè)備的運行要求。
經(jīng)實踐證明,索雷碳納米聚合物復(fù)合材料在修復(fù)許多大型傳動部件的磨損方面具有無可比擬的優(yōu)勢,其獨特的碳納米技術(shù)不僅大幅提高了材料的綜合性能和機械性能,同時提升了材料的抗沖擊性能,緩解和抵消了機器運轉(zhuǎn)過程中所受到的沖擊力和復(fù)合機械力,從而延長了部件的使用壽命。
四、破碎機傳動部位磨損修復(fù)標準
Ⅰ、破碎機軸承位磨損模具修復(fù)
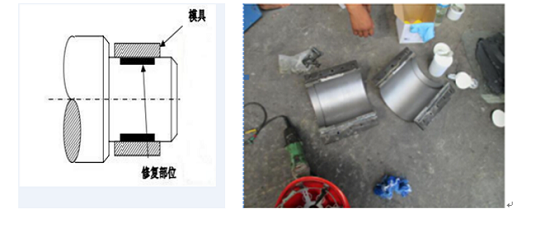
破碎機工況條件惡劣,受力較大,為了盡可能的保證修復(fù)設(shè)備的精度,建議對磨損的軸承位進行機加工或模具修復(fù),由于破碎機軸都比較龐大,采用模具修復(fù)的較多,以下為索雷技術(shù)模具修復(fù)標準:
模具修復(fù)的適用范圍:模具修復(fù)是針對一些轉(zhuǎn)速較高、同軸度要求較高、設(shè)備精度要求較高、設(shè)備受力大,比較重要的場合的軸類磨損問題而采取的一種修復(fù)方案。適合軸徑較大而又不方便拆卸的軸類磨損的現(xiàn)場修復(fù)。修復(fù)后,軸的同軸度以及表面精度得以很好的保證,從而保證了修復(fù)后的使用效果。在造紙企業(yè)的烘缸軸頭、水泥、冶金、礦山等企業(yè)的破碎機軸頭、大型風機軸承位磨損、水環(huán)真空泵軸承位等重要軸類磨損方面得到了廣泛的應(yīng)用。
模具的制作:模具定位分為單邊點位和雙邊定位,通常利用磨損軸徑的前后軸肩進行單邊或雙邊定位,為了保證精度,選擇雙邊定位更加可靠,也可選擇單邊定位,選擇單邊定位可以適當延長定位長度。若前后軸肩有磨損情況,也可利用中心孔進行定位。首先測量磨損的軸徑和前后尺寸情況,對照圖紙看有無變化,以實測數(shù)據(jù)為準制作模具。模具材質(zhì)可以為中碳鋼或灰口鑄鐵,選擇厚壁管、圓鋼或鑄造,要保證加工后的模具壁厚大于25mm厚度,同時采取必要的熱處理,以保證模具的強度和夾緊后的模具變形盡量小。首先粗加工內(nèi)孔(留有足夠的加工余量),然后沿中分面剖開(建議采用線切割),模具兩面焊接用于緊固的加強筋,然后精加工模具內(nèi)孔,加工精度直接關(guān)系到修復(fù)后的尺寸精度。
模具修復(fù)的步驟:
1、準備好工具,包括無水乙醇、氣焊槍、磨光機、毛刷、棉紗、索雷碳納米金屬基聚合物復(fù)合材料7101H、索雷脫模劑SD7000、必要的工具等;
2、磨損的軸頭部位用氣焊槍進行除油,烤出滲入金屬基材的油脂,無火星四射為止,為防止溫度升高,可分多次烘烤;
3、用磨光機打磨磨損部位表面,直至露出金屬原色,表面盡可能粗糙、堅實、干凈,空試模具,測試模具制作的是否合適,若存在問題,及時進行處理;
4、使用無水乙醇清潔金屬表面,模具清潔后,表面刷涂索雷脫模劑SD7000,晾干;
5、調(diào)和索雷SD7101H材料,直至均勻無色差,首先在磨損的軸頸表面薄薄涂抹一層,反復(fù)按壓,然后一層一層涂抹至略高于修復(fù)層工作面。模具表面薄薄涂抹一層,然后夾緊模具。
6、材料固化:材料固化時間為常溫24小時,可采用加溫的方式加速固化,溫度每提升11℃,固化時間縮短一半。為保證和提升材料的綜合性能,建議采取后固化60-80℃環(huán)境下保持2-4小時。
7、拆卸模具,測量修復(fù)后的尺寸,修磨余料,熱裝軸承。開機運行。
Ⅱ、破碎機傳動部位磨損部件對應(yīng)關(guān)系修復(fù)
破碎機在高負荷下長期運轉(zhuǎn),傳動部位傳遞較高轉(zhuǎn)速、大扭矩,易產(chǎn)生配合部件之間相對松動而導(dǎo)致傳動部件磨損。經(jīng)常出現(xiàn)鍵槽間隙變大或滾鍵、軸表面或配合內(nèi)孔表面磨損的情況。這種損壞發(fā)生后,可根據(jù)現(xiàn)場情況進行分析,設(shè)計合適的修復(fù)方案?,F(xiàn)就該類問題使用較多的部件對應(yīng)修復(fù)方案進行闡述。
部件對應(yīng)關(guān)系修復(fù)的適用范圍:部件對應(yīng)關(guān)系修復(fù)的前提是,相互配合的機械零件之間必須是有一個標準尺寸的零件,以此標準面修復(fù)另一個標準面。如相互配合的軸和孔、鍵槽和鍵等。若配合的軸和孔均出現(xiàn)磨損,必須先修復(fù)其中一個作為基準面。
部件對應(yīng)關(guān)系修復(fù)傳動部位磨損的步驟:
1、準備好工具,包括無水乙醇、氣焊槍、磨光機、毛刷、棉紗、索雷碳納米金屬基聚合物復(fù)合材料7101H、索雷脫模劑SD7000、必要的工具等;
2、測量磨損尺寸,包括軸、孔、鍵槽等部位,設(shè)計修復(fù)方案,根據(jù)現(xiàn)場尺寸準備新鍵,或新的部件;
3、磨損的軸頭部位用氣焊槍進行除油,烤出滲入金屬基材的油脂,無火星四射為止,為防止溫度升高,可分多次烘烤;
4、用磨光機打磨磨損部位表面,直至露出金屬原色,表面盡可能粗糙、堅實、干凈;若鍵槽出現(xiàn)滾鍵現(xiàn)象,先補焊鍵槽,用磨光機修磨至與準備的新鍵配合較為適宜;
5、修復(fù)磨損的軸頭可以根據(jù)未磨損的面進行刮涂的方式進行修復(fù),若沒有未磨損的面可以根據(jù)前后軸肩加工定位卡尺來修復(fù);調(diào)和索雷SD7101H材料,直至均勻無色差,首先在磨損的軸頸表面薄薄涂抹一層,反復(fù)按壓,然后一層一層涂抹至略高于修復(fù)層工作面,用刮尺刮平;
6、若配合的孔出現(xiàn)磨損,建議根據(jù)上述方法進行修復(fù)或更換新部件;
7、材料固化,材料固化時間為常溫24小時,可采用加溫的方式加速固化,溫度每提升11℃,固化時間縮短一半;為保證和提升材料的綜合性能,建議采取后固化60-80℃環(huán)境下保持2-4小時。
8、對材料進行表面修磨,打去高點,空裝配合,測試配合尺寸,標準面表面、鍵表面刷涂索雷脫模劑SD7000,晾干;
9、再次調(diào)和索雷SD7101H材料,在修復(fù)表面薄薄涂抹一層,根據(jù)部件對應(yīng)關(guān)系進行裝配,材料固化后即可開機運行。
下圖為定位卡尺(樣板)刮涂示例:

五、破碎機傳動部位磨損修復(fù)案例
鄂式破碎機軸承位磨損,軸頸200mm、磨損深度1-15mm、磨損寬度185mm、緊定套配合、工作溫度80-100℃、轉(zhuǎn)速約400r/min。根據(jù)軸頸尺寸及配合公差,現(xiàn)場采用“模具修復(fù)工藝”以恢復(fù)最佳同軸度,3小時完成修復(fù)。

六、使用索雷技術(shù)修復(fù)破碎機傳動部位磨損后的使用效果
經(jīng)實踐驗證,索雷技術(shù)修復(fù)破碎機軸承位、傳動部位磨損后的使用效果良好。平均使用壽命達到甚至超過了新部件的使用壽命,得到了眾多企業(yè)的認可。
索雷技術(shù)不但在破碎機磨損修復(fù)方面得到了良好的應(yīng)用,而且在水泥行業(yè)立磨磨輥本體磨損、立磨磨輥軸承位、軸承室磨損、風機、輥壓機軸承位磨損、提升機軸承位磨損、減速機滲漏油、減速機軸承位、軸承室磨損、煤粉轉(zhuǎn)子秤沖刷磨損、稀油站換熱器清洗、托輪瓦座球體清洗等方面得到了廣泛的應(yīng)用。http://www.adasnake.cn



